
Ремонт центрифуги SORMAC SC740
Заказчик, АО «Белая Дача Трейдинг» - крупнейший производитель переработанных листовых овощей в России, - обратился с проблемой: на центрифуге для автоматической сушки салата Sormac SC740 после порыва приводного ремня был поврежден барабан и шкив. Заказать новый барабан в сборе в настоящее время было если и возможно, то долго и рискованно: Sormac приостановил работу с российскими клиентами. И в любой момент мог заблокировать отгрузку. Поэтому перед нами стояла задача воспроизвести ключевой узел центрифуги.
Производительность линии, часть которой является данная центрифуга – около 800-1000 килограммов мытого и просушенного салата в час. Соответственно, выход из строя одной такой линии мог обернуться серьезными финансовыми потерями для клиента.
Результат: мы сняли размеры с оригинального барабана, изготовили новый барабан и шкив, переделали старый шкив, смонтировали, доработали сборку, протестировали в рабочем режиме в течение 72 часов и успешно сдали работу.
Подробнее о том, с какими сложностями нам пришлось столкнуться, ниже:
Производительность линии, часть которой является данная центрифуга – около 800-1000 килограммов мытого и просушенного салата в час. Соответственно, выход из строя одной такой линии мог обернуться серьезными финансовыми потерями для клиента.
Результат: мы сняли размеры с оригинального барабана, изготовили новый барабан и шкив, переделали старый шкив, смонтировали, доработали сборку, протестировали в рабочем режиме в течение 72 часов и успешно сдали работу.
Подробнее о том, с какими сложностями нам пришлось столкнуться, ниже:

Ключевые показатели проекта:
Оборудование: центрифуга для сушки листовых овощей Sormac SC740
Наименование изделия: барабан в сборе (барабан с двумя шкивами)
Габариты готового изделия в сборе: диаметр 850 мм, длина 1500 мм.
Сроки выполнения работы: январь - июнь 2025 г. (5,5 мес.)
Стоимость нового изделия в сборе – около 45 000 евро (4,1 млн руб.)
Производительность линии: 800-1000 кг в час.
Наименование изделия: барабан в сборе (барабан с двумя шкивами)
Габариты готового изделия в сборе: диаметр 850 мм, длина 1500 мм.
Сроки выполнения работы: январь - июнь 2025 г. (5,5 мес.)
Стоимость нового изделия в сборе – около 45 000 евро (4,1 млн руб.)
Производительность линии: 800-1000 кг в час.
1 - Проблема
В результате удара о собирающий конвейер сам барабан получил серьезные повреждения. На шкиве появилась трещина.
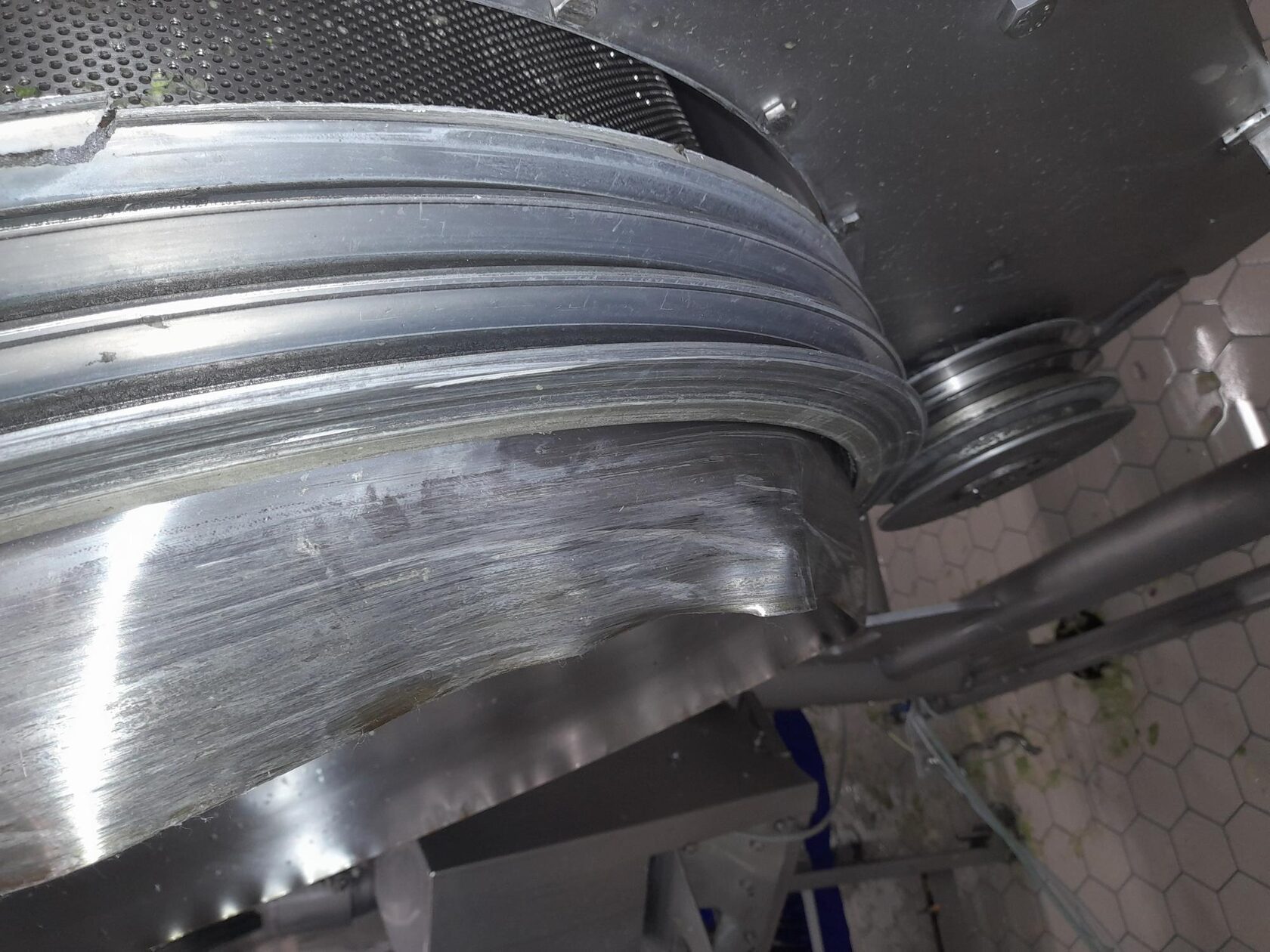
Барабан восстанавливать было нецелесообразно ввиду того, что скорость его вращения составляет около 1000 об/мин, при этом при возникновении определенного биения машина отключается. Восстановить геометрию цилиндра на диаметре 745 мм барабана, изготовленного из листа нержавеющей стали марки AISI 304 (российский аналог – 08Х18Р10) толщиной 1,5 мм практически невозможно.

То же самое со шкивом. Как видно на фото, от шкива в момент удара о собирающий конвейер откололась часть. Дюралюминий марки Д16Т (нам удалось подобрать подходящий аналог материалу, спецификацию которого мы получили от друзей из Sormac) не варится, не наплавляется. Поэтому и шкив нам также пришлось изготавливать заново.

Машина Sormac SC740 2009 года выпуска
2 - План работ
Вначале мы подобрали материалы. Барабан представляется собой обечайку из листа нержавеющей стали марки AISI 304 толщиной 1,5 мм с перфорацией определенного диаметра с определенным шагом. Два этих ключевых параметра – результат многих лет работы Sormac в сушке салатов, - позволяют при иных условиях получить то качество просушивания листовых овощей (резанного и мытого айсберга, например), которое является стандартом в HoReCa по всему миру.
Несмотря на отсутствие точных данных о материале шкива, с помощью анализа свойств материалов при конкретных условиях (высокая скорость, трение на участках прижима ремней, влага на поверхности) мы смогли подобрать идеальный аналог европейскому сплаву – дюралюминий Д16Т.
Барабан производили на специализированной площадке в Москве. Шкивы – на площадке в Московской области. При этом заготовку из Д16Т произвели для нас под заказ на Урале.
План работ был таким:
Вот эти четыре основных этапа, которые, как мы предполагали, займут у нас не более 30-35 дней, оказались куда насыщеннее на события и, соответственно, растянулись еще на полтора-два месяца.
Несмотря на отсутствие точных данных о материале шкива, с помощью анализа свойств материалов при конкретных условиях (высокая скорость, трение на участках прижима ремней, влага на поверхности) мы смогли подобрать идеальный аналог европейскому сплаву – дюралюминий Д16Т.
Барабан производили на специализированной площадке в Москве. Шкивы – на площадке в Московской области. При этом заготовку из Д16Т произвели для нас под заказ на Урале.
План работ был таким:
- Демонтаж шкивов,
- Транспортировка изделий на площадки для производства копий.
- Проверка геометрии компонентов по-отдельности, сборка, проверка общей геометрии.
- Установка и тестовые испытания.
Вот эти четыре основных этапа, которые, как мы предполагали, займут у нас не более 30-35 дней, оказались куда насыщеннее на события и, соответственно, растянулись еще на полтора-два месяца.
3 - Первые трудности
Мы столкнулись с непредвиденными проблемами уже тогда, когда мы попытались демонтировать шкивы. Каждый шкив был прикручен к барабану восемью болтами. Но барабан был развальцован изнутри, чтобы обеспечить плотную посадку шкивов (или еще для чего-то другого), а болты пришлось высверливать. За долгое время эксплуатации – более 15 лет, - болты стали с барабаном единым целым.
Мы планировали снять точные размеры с барабана и шкивов, чтобы сделать точные копии, однако, как показали замеры барабана, его профиль в сечении. был неравномерен и дело не только в развальцовках под шкивами. Произвести копию такого неравномерного в сечении барабана было бы рискованно, ведь мы не знали, для чего нужна эта разноразмерность по длине барабана.
Поэтому мы решили делать барабан из ровной цилиндрической обечайки с наружным диаметром, соответствующим внутреннему диаметру шкивов.
Мы планировали снять точные размеры с барабана и шкивов, чтобы сделать точные копии, однако, как показали замеры барабана, его профиль в сечении. был неравномерен и дело не только в развальцовках под шкивами. Произвести копию такого неравномерного в сечении барабана было бы рискованно, ведь мы не знали, для чего нужна эта разноразмерность по длине барабана.
Поэтому мы решили делать барабан из ровной цилиндрической обечайки с наружным диаметром, соответствующим внутреннему диаметру шкивов.
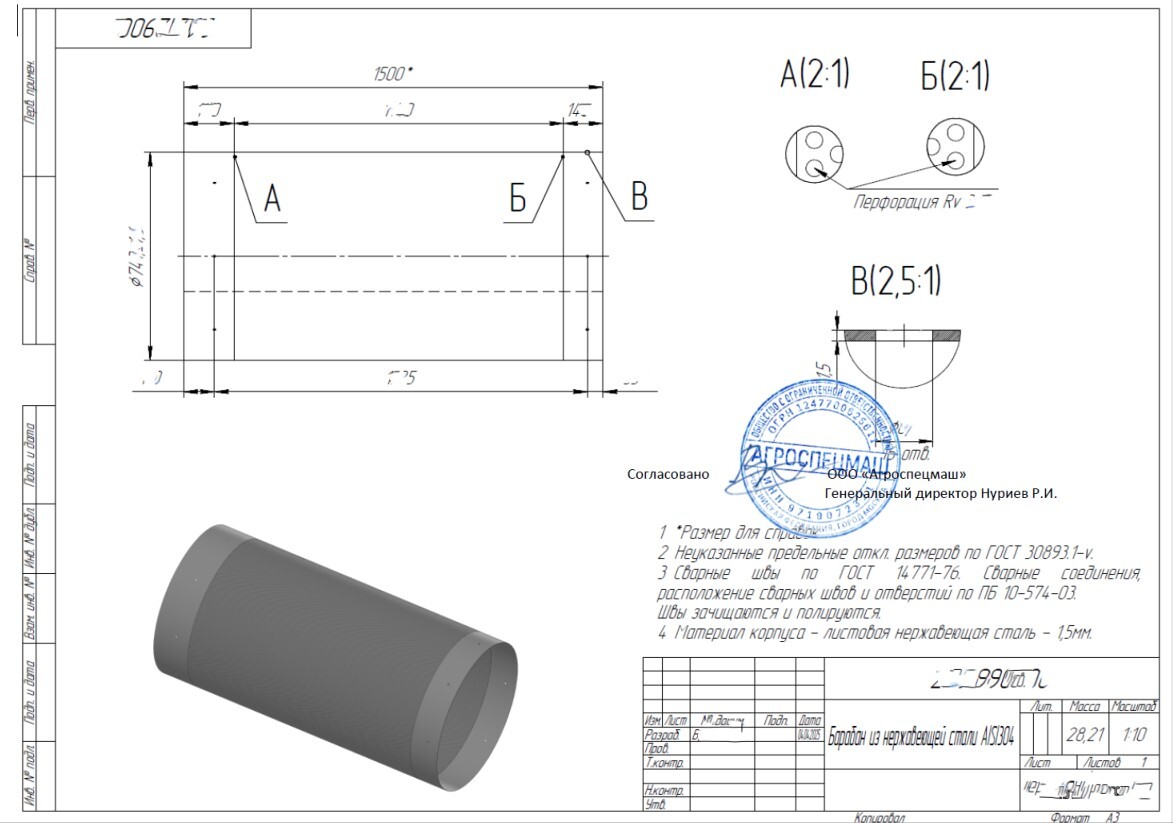
Чертеж барабана (ключевые размеры не раскрыты)
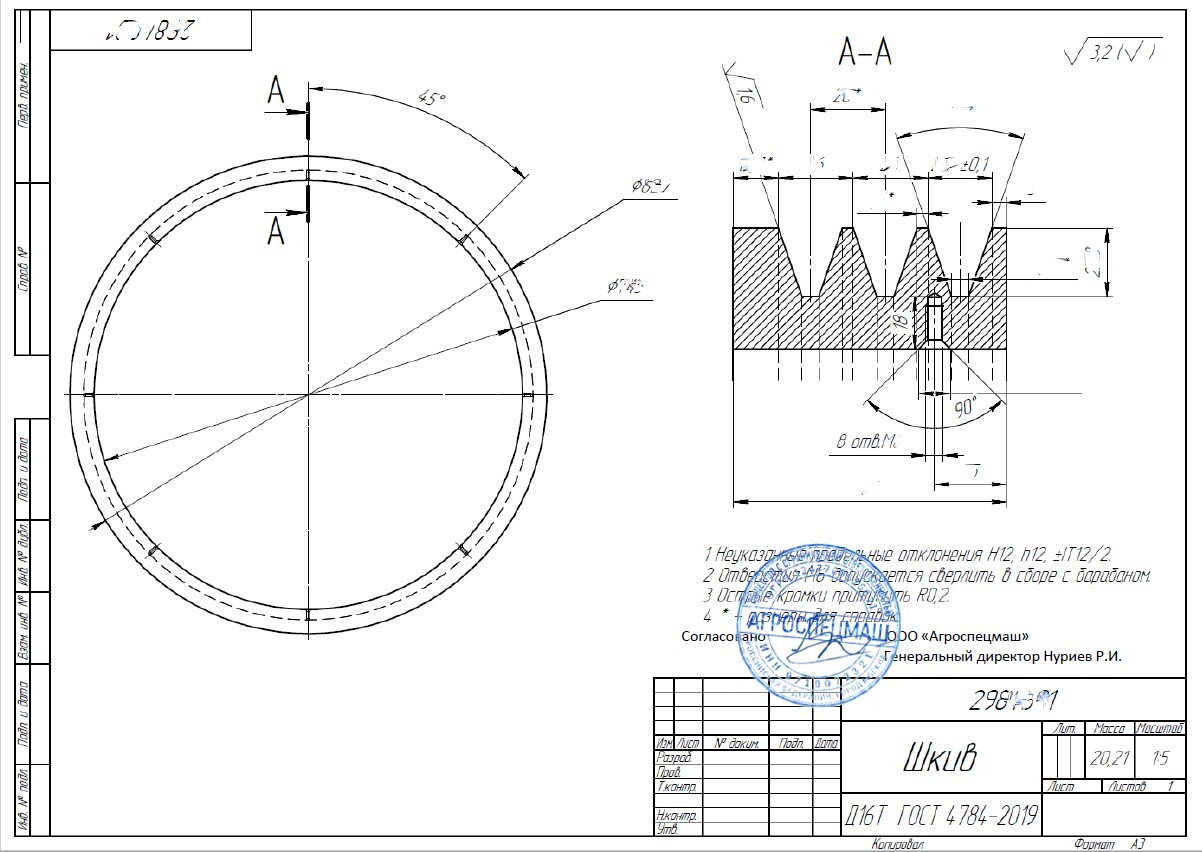
Чертеж шкива (ключевые размеры не раскрыты)
4 - Затянувшееся изготовление шкива
Заготовку для шкива – кольцо диаметром около 900 мм и толщиной около 100 мм, - мы привезли на производство. Надо отметить, что одной из главных проблем в этом проекте был поиск подходящей площадки, на которой мы смогли бы обеспечить необходимую точность расточки канавок под ремни на дюралюминиевом шкиве.
Когда мы уже ждали информацию о готовности шкивов (нового и доработанного старого) к отгрузке, нам сообщили, что станок ДИП-500 начал давать погрешность в размерах. Это значит, что наши канавки могут быть расточены не в размер. А это значит, что нам придется либо переделывать канавки (если ошибка в меньшую сторону), либо вообще покупать новую заготовку и начинать все сначала.
К счастью, на производстве нашлись специалисты, которые смогли помочь решить вопрос с настройкой станка, и в результате спустя еще некоторое время мы получили готовые шкивы с правильными размерами.
Когда мы уже ждали информацию о готовности шкивов (нового и доработанного старого) к отгрузке, нам сообщили, что станок ДИП-500 начал давать погрешность в размерах. Это значит, что наши канавки могут быть расточены не в размер. А это значит, что нам придется либо переделывать канавки (если ошибка в меньшую сторону), либо вообще покупать новую заготовку и начинать все сначала.
К счастью, на производстве нашлись специалисты, которые смогли помочь решить вопрос с настройкой станка, и в результате спустя еще некоторое время мы получили готовые шкивы с правильными размерами.

Два шкива: новый и старый, доработанный
5 - Диаметр барабана оказался меньше диаметра шкивов
Затем мы привезли шкивы на производство, где их уже ждал барабан. Мы изготовили барабан по размерам оригинала, а его наружный диаметр – по внутреннему диаметру шкивов. Но когда мы попробовали закрепить шкивы на барабане, выяснилось, что шкивы довольно свободно держатся на барабане. Мы решили перестраховаться, чтобы гарантировать более плотную посадку, обеспечив тем самым соосность барабана и шкивов, и начали думать, как решить вопрос с увеличением наружного диаметра барабана.
Было решено дополнительно приварить полосы из нержавейки AISI 304 шириной чуть более ширины шкивов. Затем по полосам заново проделать отверстия по кругу для крепления шкивов.
Было решено дополнительно приварить полосы из нержавейки AISI 304 шириной чуть более ширины шкивов. Затем по полосам заново проделать отверстия по кругу для крепления шкивов.

Приваренная лазером полоса из AISI 304
6 - Сборка и первый запуск
После того, как мы были приварены полосы, мы смонтировали шкивы на барабане. Для того, чтобы обеспечить точное позиционирование шкивов, особенно нового, мы прикручивали их болтами к барабану по определенной технологии. Также важно было обеспечить перпендикулярность расположения шкивов относительно оси барабана. Это критично ввиду того, что барабан в сборе приводится в движение с помощью ремней, которые передают крутящий момент от приводных колес. И если допустить, что плоскости канавок на шкивах будут не перпендикулярны оси барабана, при вращении начнется биение и оно будет нарастать при увеличении скорости вращения. К чему это может привести объяснять не нужно.
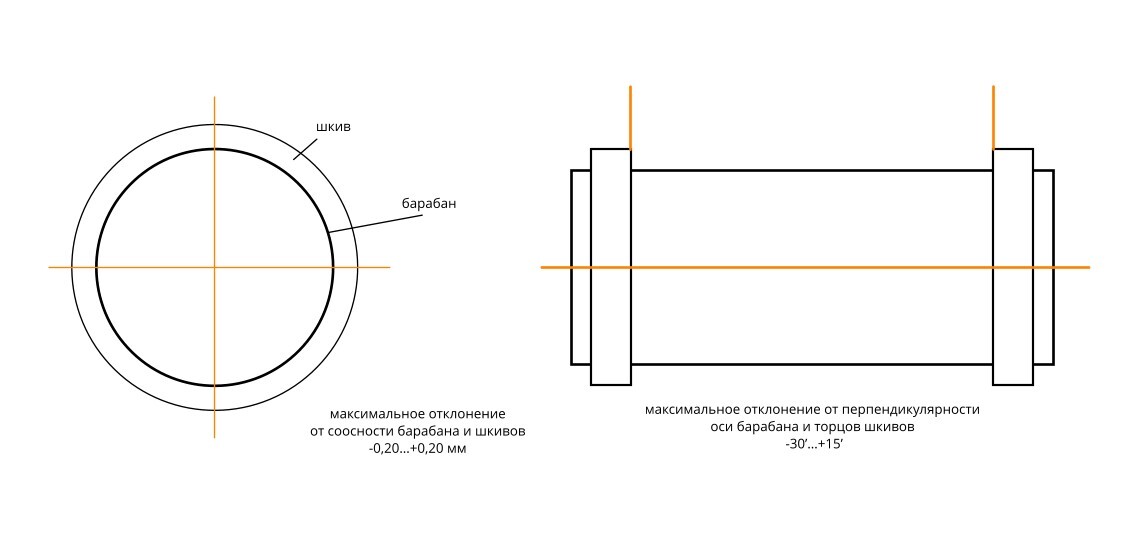
Схема соосности и перпендикулярности барабана и шкивов

Привезли барабан в сборе. Привезли и поврежденный барабан, а также шкив, передали заказчику

Смонтировали барабан на машине

Запустили на минимальной скорости, в режиме мойки
Есть заметное биение
Пробуем запустить на рабочей скорости. Биение уходит. Барабан вращается ровно.
Во время остановки, на последних секундах перед остановкой, барабан бьет.
Пробуем запустить на рабочей скорости. Биение уходит. Барабан вращается ровно.
Во время остановки, на последних секундах перед остановкой, барабан бьет.

Мы предположили, что расстояние между приводными роликами больше, чем расстояние между шкивами. Если брать соответствующие канавки. Это предположение пока решили не брать в расчет, тем более, что даже если это и имело бы место, никаким образом изменить расстояние мы не могли бы. В любом случае, и барабан, и шкивы, равно как и их позиционирование на барабане, - все было изготовлено и смонтировано в соответствии с оригиналом, и сейчас нужно было отталкиваться от реальной картины.
Решаем запустить в рабочем режиме для тестирования в течение 72 часов.
Решаем запустить в рабочем режиме для тестирования в течение 72 часов.
7 - Остановка, порванный ремень
Во время работы в выходные на машине порвался один из 6 приводных ремней. Нельзя было сказать, какой именно это был ремень, так же, как и установить причину порыва, ведь ремни на всех установленных на этом участке производства периодически рвутся.
Мы предположили, что биение барабане на старте и по завершении цикла работы все-таки может быть связано с тем, что расстояние между канавками приводных роликов больше расстояния между канавками шкивов. Как упоминалось выше. Тем самым, получается, что ремни подходят не перпендикулярно к барабану, что может приводить к соскальзыванию крайнего ремня. Или вообще всех.
Нами совместно с инженерами заказчика были проведены контрольные замеры для определения фактического расхождения. Мы провели замеры несколькими способами, чтобы найти искомое.
И нашли.
Мы предположили, что биение барабане на старте и по завершении цикла работы все-таки может быть связано с тем, что расстояние между канавками приводных роликов больше расстояния между канавками шкивов. Как упоминалось выше. Тем самым, получается, что ремни подходят не перпендикулярно к барабану, что может приводить к соскальзыванию крайнего ремня. Или вообще всех.
Нами совместно с инженерами заказчика были проведены контрольные замеры для определения фактического расхождения. Мы провели замеры несколькими способами, чтобы найти искомое.
И нашли.
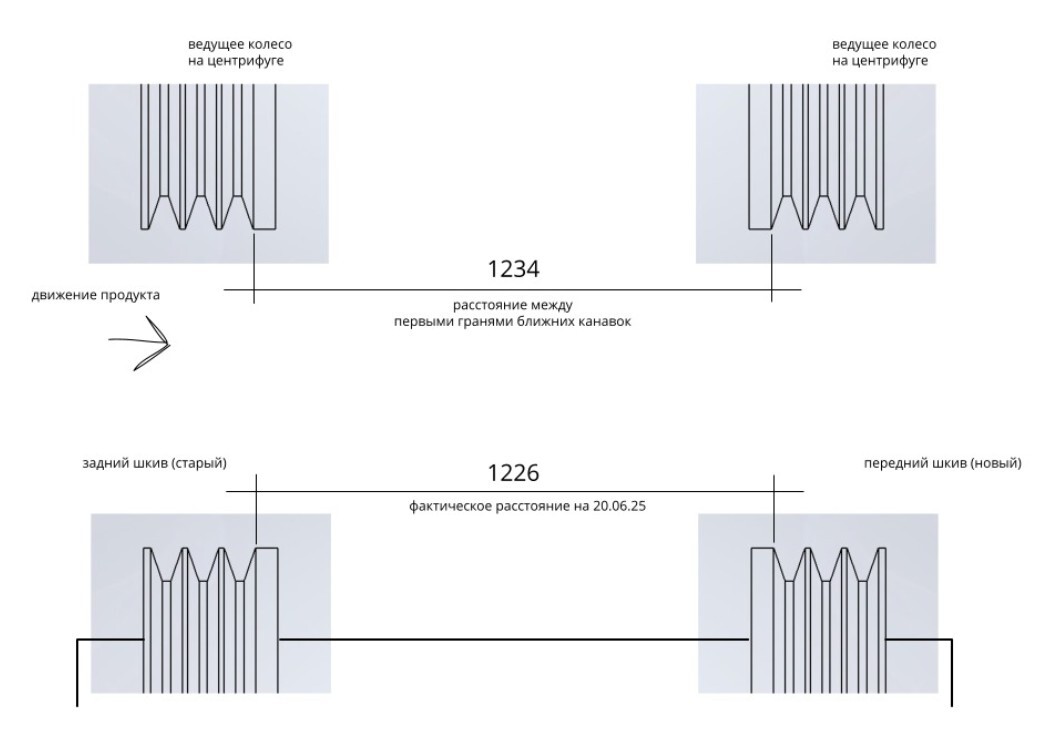
Сверху: расстояние между ведущими роликами. Снизу: расстояние между шкивами
8 - Доработка: новые отверстия в шкиве
Когда мы определились с расстоянием отклонения, решили просверлить новые отверстия в новом шкиве, со смещением вдоль оси барабана и по окружности.
Забрали шкив, отвезли на производство. Затем привезли шкив обратно на Белую Дачу.
Забрали шкив, отвезли на производство. Затем привезли шкив обратно на Белую Дачу.
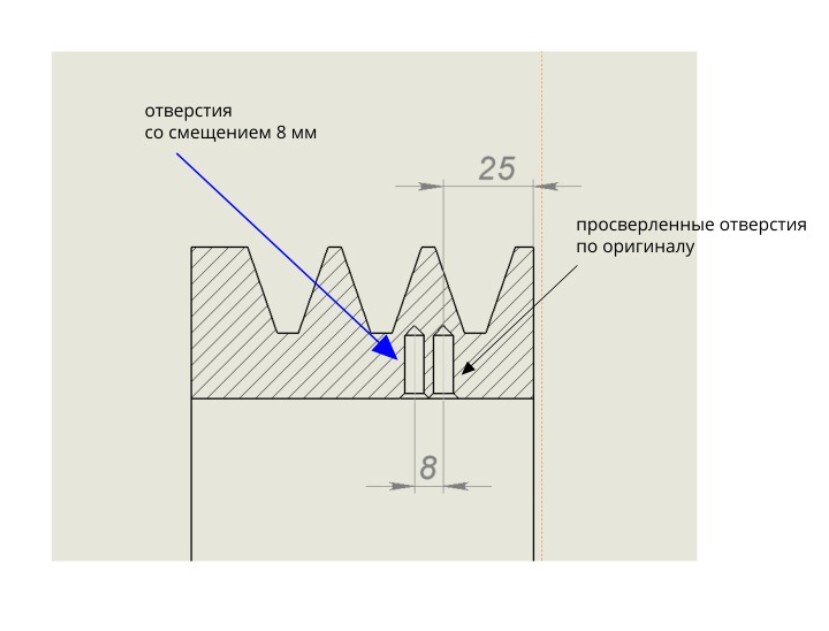
Чертеж расположения новых отверстий в шкиве
9 - Второй запуск. Успех.
Повторно смонтировали барабан на машине. Попробовали покрутить барабан на минимальной скорости. Сразу обратили внимание на то, что биения на малых скоростях уже практически нет.
Запустили машину на рабочей скорости. Нет проблем. Биения при остановке барабана нет. Запустили машину с продуктом. Продукт не влияет на геометрию вращения барабана, не добавляет биения, барабан вращается на всех скоростях и переходах сбалансированно.
Запустили машину на рабочей скорости. Нет проблем. Биения при остановке барабана нет. Запустили машину с продуктом. Продукт не влияет на геометрию вращения барабана, не добавляет биения, барабан вращается на всех скоростях и переходах сбалансированно.

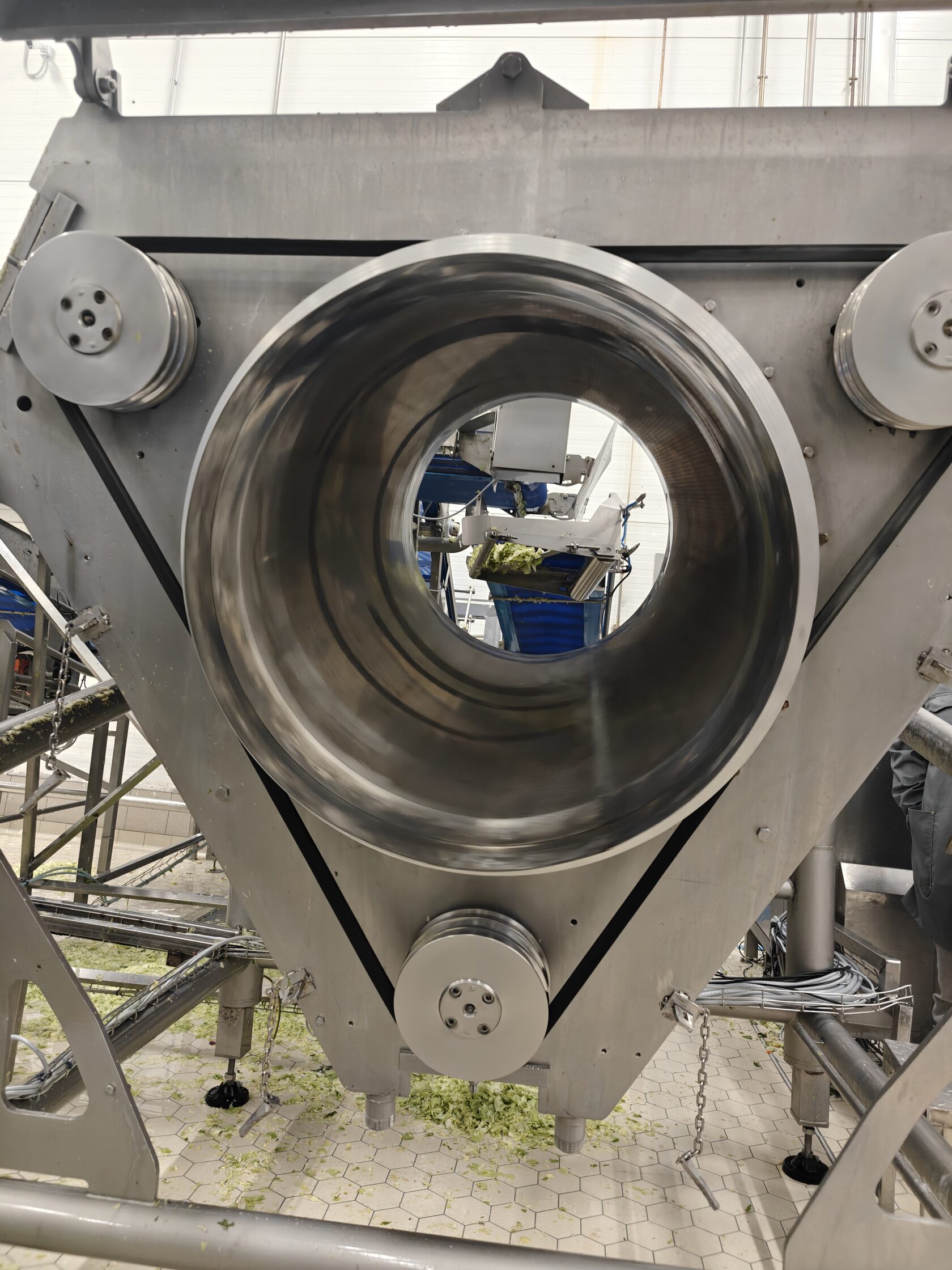
Фото машины в работе
После 72 часов непрерывного тестирования на продукте заказчик принял работу.
Это была очень сложная работа, и я в лице руководителя компании благодарю всех, кто нам помог сделать эту работу качественно и добиться поставленных целей!
Роман Нуриев, генеральный директор ООО "Агроспецмаш"
Выводы
Мы убедились в том, что:
- Компания Агроспецмаш может помочь своим клиентам с копированием дорогих или недоступных узлов и деталей для пищевой и перерабатывающей промышленности.
- Компания Агроспецмаш в состоянии разработать решения, которые позволят восстановить работоспособность и производительность оборудования.
- Компания Агроспецмаш совместно с партнерами (производственными площадками) может взяться за реализацию самых сложных задач, включая доработку и адаптацию решений под имеющиеся условия.